Recurso disponible para que los estudiantes puedan acceder a los documentos relacionados con el proceso formativo virtual, de la especialidad de mecánica industrial del ITESARC.
Estudiante, revise detenidamente cada una de las actividades relacionadas (Lista de Actividades).
El desarrollo de cada actividad se debe realizar con su puño y letra, tomando registro fotográfico del resultado para enviarlo como evidencia en la fecha establecida mediante el correo electrónico.
Ante cualquier inquietud y/o dificultad debe contactar oportunamente al docente para la respectiva orientación académica. Vía correo electrónico, Mensaje Whatsapp, o durante los encuentros virtuales en Google Meet.
Las actividades son de responsabilidad individual (mientras que el docente no indique otra metodología) y se recalca la importancia de la honestidad y compromiso que amerita este proceso de formación virtual por parte de todos los estudiantes.
CONDICIONES DE ENTREGA:
Enviar evidencia del desarrollo de cada actividad al correo electrónico del docente:
Las máquinas fresadoras pueden ejecutar una gran cantidad de operaciones complejas, como cortes de ranuras, planificación, perforaciones, encaminado, etcétera, siendo el cabezal universal divisor, una pieza muy importante, para que esta máquina herramienta realice estas tareas. El conocimiento de este elemento nos capacita para entender, analizar y estudiar una de las máquinas herramientas más versátiles y usadas de la industria. La fresadora en la que nos basamos era una fresadora universal, pero los principios básicos de funcionamiento son los mismos.
Veamos en detalle este importante elemento:
CABEZAL UNIVERSAL DIVISOR
El cabezal universal divisor es un accesorio de la fresadora, en realidad es uno de los accesorios más importantes, diseñado para ser usado en la mesa de la fresadora. Tiene como objetivo primordial hacer la división de la trayectoria circular del trabajo y sujetar el material que se trabaja. El eje portafresas que posee el cabezal se coloca formando cualquier ángulo con la superficie de la mesa. Este accesorio se acopla al husillo principal de la máquina, permitiéndole realizar las más variadas operaciones de fresado.
El cabezal universal es uno de los más comúnmente usados en la industria. Se usa para ejecutar todas las formas posibles de divisiones. Es un accesorio muy preciso y versátil. Sujeta la pieza en uno de sus extremos, bien sea en la copa universal, entre copa y punta o entre puntas y es posible producirle un movimiento giratorio a la pieza en combinación con el movimiento longitudinal de la mesa para el fresado de hélices.
El cabezal divisor se necesita para la fabricación de piezas en las que hay que realizar trabajos de fresado según determinadas divisiones (ruedas dentadas, cuadrados y hexágonos, árboles de chavetas múltiples, fresas, escariadores). Con su ayuda también es posible fresar ranuras en espiral.
Constitución:
Los divisores universales pueden variar en su diseño y forma, pero su principio de funcionamiento es el mismo.
Su estructura fundamental tiene dos partes:
La base es un caja de hierro fundido que se fija en la mesa de la fresadora, se fija en el bastidor. Presenta una cornisa circular que permite al cabezal girar en el plano vertical. Tiene escala graduada para fijar los grados.
Su objetivo principal es servir de cuna al cuerpo orientable.
Lleva una escala de referencia que permite controlar la inclinación del cuerpo orientable.
BASE (A)
CUERPO ORIENTABLE
Es una carcaza con dos extremos salientes cilíndricos, los cuales se apoyan en la base del divisor y permiten orientar e inclinar el eje del husillo a cualquier ángulo respecto de la mesa.
Dentro de sí contiene el conjunto de órganos, que es la parte más importante del divisor, y que permite dar a la pieza los movimientos para hacer cualquier número de divisiones.
El cuerpo suele dividirse en dos partes, una parte (B) que se adapta a la base apoyada en el bastidor, el cual tiene otra colisa circular; y la otra parte (C) del cuerpo que es la que contiene el portafresas y puede girar en un plano perpendicular al de la colisa de la base.
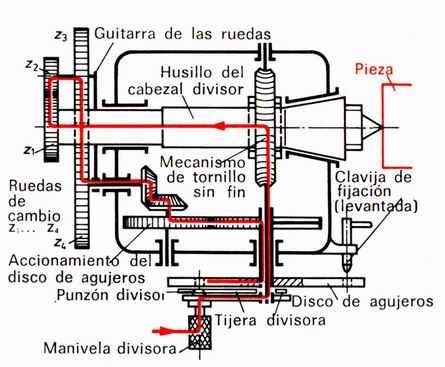
El cabezal divisor (aparato divisor universal) (Figura 1) consta de la carcasa en que va soportado el husillo del cabezal divisor. Este husillo sirve para alojar el montaje de sujeción. Las piezas a trabajar pueden sujetarse en voladizo o entre puntos. El disco divisor va fijado sobre el husillo del cabezal. En el aparato divisor también existe un mecanismo de tornillo sin fin necesario para la división indirecta, así como un dispositivo para la división diferencial y para el fresado de ranuras helicoidales.
Figura 1: Cabezal divisor
Funcionamiento
El movimiento de rotación llega al husillo secundario o portafresas a través del eje intermediario que se monta en el husillo principal.
A este se acopla el sistema de engranajes del mecanismo interior del aparato.
Procesos de montaje de un cabezal universal en la fresadora
1. Se monta el eje intermedio entre el cabezal universal y el husillo de la máquina.
Limpiamos el cono del eje intermedio y el cono del husillo principal.
Introducimos el eje intermediario y fíjelo con el tirante.
Atención: Hay que cuidar que las ranuras del eje penetren en las chavetas de arrastre del husillo.
2. Colocamos el Cabezal Universal
Hacemos coincidir las referencias que indican la posición correcta.
Limpiamos las superficies que estén en contacto, tanto del cabezal universal como de la máquina.
Como algunos ejes intermedios tienen en su extremo una chaveta de arrastre, estrías o un engranaje, debemos cuidar que haya una conexión correcta con los órganos internos del cabezal universal.
Se coloca una tabla o una lámina de material blando entre la superficie de la mesa y el cabezal universal
Nota: hay que ser precavido, para trasladar el cabezal universal es recomendable hacerlo con ayuda de otras personas, o se puede utilizar, también, un elevador mecánico.
3. Fijamos el Cabezal Universal
Introducimos los tornillos y apretamos con suavidad.
Al final, debemos apretar con fuerza para que los tornillos queden bien colocados.
Ventajas del Cabezal Universal Divisor
El cabezal universal divisor sirve como accesorio para el montaje de piezas; se inclina para facilitar el fresado en ángulo; permite hacer cualquier número de divisiones. Sirve también como Divisor Simple. Esto se puede lograr por tener sobre el husillo un plato divisor con ranuras que permite el operarlo directamente, si antes se ha desconectado el tornillo sinfín de la corona.
Mantenimiento
El divisor universal es muy valioso y delicado. No debe golpearse. El transporte debe ser muy cuidadoso. Hay que mantenerlo siempre limpio y lubricado.
Montaje de piezas
El montaje de piezas sobre el cabezal divisor universal permite hacer en la fresadora ciertas operaciones que de otro modo sería muy difícil o imposible de hacer.
Por ejemplo:
Lograr que la pieza gire en relación y simultáneamente con el desplazamiento de la mesa (engranajes helicoidales, brocas, sinfín).
Dividir regularmente la periferia de una pieza (anillos graduados, ruedas dentadas).
Fresar piezas en ángulo (engranaje cónico).
Clasificación:
Los montajes para mecanizar piezas en el aparato divisor, podemos agruparlos en tres:
Montaje al aire
Montaje entre puntas
Montaje entre copa y punta
Estos son montajes típicos de torno.
La misma disposición de la nariz del husillo, tanto del torno como del cabezal divisor universal, como también los mismos elementos empleados, (copas, puntos de centraje, contrapunta, bridas, …) permiten efectuar los montajes en forma similar.
En el cabezal divisor universal se puede aplicar el sistema de división directa, como si se tratara de un divisor simple.
En el procedimiento de división directa no están engranados el tornillo sin fin y la rueda helicoidal. El engrane se obtiene en virtud del giro de un cojinete rotativo excéntricamente en que va soportado el tornillo sin fin. La división se produce en un disco divisor que generalmente tiene 24 agujeros o muescas (entalladuras) pero algunas veces también 16, 36, 42 ó 60.
El disco divisor en el que encaja un punzón divisor, está fijado al husillo del cabezal. En cada paso de división, el disco divisor y con él la pieza girada en las correspondientes distancias entre agujeros. No pueden obtenerse más divisiones que las que permiten, sin resto, el número de agujeros o muescas del plato divisor. De este modo pueden realizarse divisiones son dispositivos sencillos, que generalmente poseen discos recambiables. Mediante la división directa se opera más rápidamente que con los otros procedimientos.
El divisor universal funciona en esta forma por tener un planto con ranuras, fijo al husillo principal, y un trinquete que encaja en las ranuras.
Generalmente el plato trae 24 ranuras, pero algunos traen 16 – 32 – 42 ó 60 ranuras.
La siguiente es la fórmula para la división directa con cabezal divisor universal:
F = K / N
F = número de ranuras que se deben girar
K = número de ranuras del plato
N = número de divisiones que se requieren
Observaciones
La división directa es muy limitada.
Es aplicable cuando las divisiones que se requieren obtener corresponden a un submúltiplo del número de ranuras del plato.
Para fresar cada cara es necesario encajar el trinquete en la ranura correspondiente y bloquear el husillo del cabezal.
No hay que contabilizar la ranura donde quedó el trinquete para la nueva división.
Desencajar el trinquete para cada nueva división.
Si el cabezal lo permite, aislar el husillo de la rueda (corona) ya que el movimiento entre ambos no es necesario.
División Indirecta
Es uno de los sistemas de división que permite obtener un determinado número de divisiones, que no se lograrían por la división directa.
En la división indirecta el husillo del cabezal divisor es accionado a través de un tornillo sin fin y una rueda helicoidal. La relación de transmisión del mecanismo de tornillo sin fin es 40 : 1, es decir que 40 revoluciones de la manivela divisora suponen una revolución del husillo del cabezal divisor. Si, por ejemplo, se quiere tener una división decimal, para cada paso parcial serán necesarias 40 : 10 = 4 vueltas de la manivela divisora.
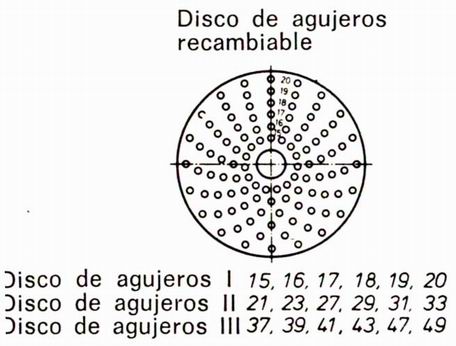
Para 32 divisiones, por ejemplo, se necesitarán 40 : 32 = 1 8/32 = 1 ¼ revoluciones. Para poder realizar el ¼ de revolución, hará falta un disco de agujeros con una circunferencia de agujeros cuyo número sea divisible por 4, por ejemplo la circunferencia de 16 agujeros daría ¼ de 16 = 4. La manivela divisora desplazable radialmente se ajusta en esta circunferencia de agujeros y se hace girar en 4 distancias entre agujeros. En este procedimiento de división se sujeta el disco de agujeros mediante la clavija de fijación.
Los discos de agujeros (Figura 23) son recambiables. Tienen por lo general de seis a ocho circunferencias concéntricas de agujeros con diferentes números de agujeros. Dentro de cada circunferencia las distancias entre agujeros son iguales. La división se facilita mediante la utilización de la tijera de dividir (Figura 24). Se ahorra uno el tiempo perdido en el engorroso recuento de agujeros, expuesto además a equivocaciones. Entre ambos brazos de la tijera siempre tiene que haber un agujero más que el número de espacios entre ellos que se había calculado. Para evitar errores en la división hay que tener cuidado al seguir dividiendo, de que la manivela gire siempre por error, habrá que retroceder suficientemente la manivela para eliminar la acción del recorrido muerto, y entonces volver a girar hacia delante.
También pueden realizarse por el procedimiento indirecto divisiones que vayan dadas en forma de ángulo.
Figura 23:Discos de agujeros
Figura 24:Empleo de la tijera en la división
Las operaciones de cálculo se ejecutan tomando como base la relación existente entre el tornillo sinfín y el número de dientes de la corona.
La regla para determinar el número de vueltas de la manivela, el número de agujeros y la circunferencia de agujeros del disco divisor, así:
Consideremos la relación 1/40, o sea que la corona tiene 40 dientes y el tornillo sinfín una entrada. Cuando hayamos dado una vuelta en el tornillo sinfín, la corona habrá desplazado un diente y el husillo 1/40 de vuelta.
Si hacemos girar la manivela 20 vueltas, la corona se habrá desplazado 20 dientes, y por lo tanto, el husillo con la pieza habrá dado ½ vuelta.
Para saber el número de vueltas que se deben dar a la manivela con objeto de lograr un determinado número de divisiones en el husillo, aplique la siguiente fórmula:
F = K / N
F = número de vueltas de la manivela
K = número de dientes de la corona
N = número de divisiones por efectuar
División Angular
La división angular es otro de los sistemas de división que se pueden realizar con la ayuda del cabezal divisor universal, cuando la medida entre divisiones sobre una circunferencia está dada en grados y minutos.
El ángulo entre divisiones tiene su vértice en el centro de la pieza.
División en grados:
Como el husillo del cabezal gira 360 grados en una vuelta, en una sola vuelta de la manivela gira
360/40 = 9 grados (con una relación de 1/40)
Por tanto, si se quiere desplazar un número determinado de grados, se aplica la siguiente fórmula:
La división diferencial constituye una ampliación del procedimiento indirecto de división. Se emplea en lo casos en que no es posible la división indirecta por no existir en ninguno de los discos los agujeros, las circunferencias de agujeros necesarias. Se elige por ello un número auxiliar de división (T´) que pueda ser obtenido por división indirecta y que pueda ser mayor o menor que el número pedido (T). La diferencia resultante (T´ - T) se compensa mediante un movimiento de giro del disco de agujeros se produce partiendo del husillo del cabezal a través de ruedas de cambio. Debe marchar paralelamente al movimiento de la manivela de división cuando T´ es mayor que T, tener sentido opuesto cuando T´ se eligió menor que T. En la división diferencial el disco de agujeros no debe quedar sujeto a la carcasa mediante la clavija de fijación, tal como suceda en la división indirecta (Figura 25). Tiene que poder girar, con la clavija suelta.
Figura 25:Divisor diferencial.
Fresado de ranuras espirales
En el fresado de ranuras (ranuras helicoidales), como por ejemplo en la fabricación de fresas con un dentado especial, de escariadores, de brocas espirales, así como de brocas helicoidales, es necesario que el útil realice durante el proceso de fresado un movimiento rectilíneo y uno de rotación.
El movimiento rectilíneo de avance se realiza por medio del husillo de mesa. El movimiento uniforme de giro se produce partiendo del husillo de mesa, a través de ruedas de cambio, ruedas cónicas, ruedas rectas, disco de agujero, clavija divisora, tornillo sin fin y rueda helicoidal, sobre el husillo del cabezal divisor (Figura 26). No pueden proveerse de ranuras espirales nada más que las piezas cuya división pueda realizarse por el método indirecto. En el fresado de ranuras helicoidales hay que elegir la relación de dientes de las ruedas de cambio de tal modo que el avance de la mesa para una revolución completa de la pieza sea igual al paso pedido para la hélice.
Figura 26:Fresado de ranuras helicoidales.
La pieza tiene que colocarse mediante basculación de la mesa de la máquina oblicua al eje de la pieza con oblicuidad igual al ángulo de posición o de ajuste b . Esto no resulta posible de conseguir nada más que en una fresadora universal o en una máquina fresadora dotada de un cabezal basculante.
Si las piezas han de llevar varias ranuras espirales, tendrá que realizarse la división de la distintas ranuras igualmente con el cabezal divisor.
Con objeto de disminuir la proporción, a veces importante, de los tiempos invertidos en la de fresar, así como para satisfacer las más altas exigencias en cuanto a precisión, se emplean aparatos divisores ópticos, hidráulicos, neumáticos y electro-automáticos.
Ejercicios de Aplicación
Conseguir 10 divisiones en una pieza. N=40
Fórmula 40 / N ; reemplazando tenemos 40 / 10 = 4
Es decir, son 4 vueltas exactas para cada división.
Caso A: Cuando N>40
Tomemos como ejemplo N=76, aplicando la fórmula 40 / N = 40 / 76
Como no disponemos de un disco de 76 agujeros, se debe reducir la fracción mediante simplificación, hasta obtener un denominador correspondiente a uno de los agujeros disponibles (recordar # de agujeros del plato divisor).
40 / 76 = 10 / 19 , mediante simplificación (4ta en numerador y denominador).
Lo cual equivale a 10 agujeros en 19.
Caso B: Cuando N<40 (Ejemplo que muestra el video dispuesto al inicio del tema).
Tomemos como ejemplo N=35, aplicando la fórmula 40 / N = 40 /35 = 1 + 5/35
La manivela efectuará 1 giro + 5/35 de vuelta.
Como no hay disco con 35 agujeros, debemos reducir la fracción así:
5/35 = 1/7 , mediante simplificación (quinta).
1/7 = 3/21 , mediante amplificación (por tres).
Esto corresponde a 1 giro de la manivela+ 3 agujeros en circunferencia 21.
Al manipular una
fresadora, hay que observar una serie de requisitos para que las condiciones de
trabajo mantengan unos niveles adecuados de seguridad
y salud. Los riesgos más frecuentes con este tipo de
máquinas son contactos accidentales con
la herramienta o con la pieza en movimiento, atrapamientos por los órganos de
movimiento de la máquina, proyecciones de la pieza, de la herramienta o de las
virutas, dermatitis por
contacto con los líquidos refrigerantes y cortes al manipular herramientas o
virutas.
Para los riesgos
de contacto y atrapamiento deben tomarse medidas como el uso de pantallas
protectoras, evitar utilizar ropas holgadas, especialmente en lo que se refiere
a mangas anchas, corbatas,
pañuelos o bufandas y, si se trabaja con el pelo largo, llevarlo recogido.
Para los riesgos
de proyección de parte o la totalidad de la pieza o de la herramienta,
generalmente por su ruptura, deben utilizarse pantallas protectoras y cerrar
las puertas antes de la operación.
Para los riesgos
de dermatitis y cortes por la manipulación de elementos, deben utilizarse
guantes de seguridad. Además, los líquidos de corte deben utilizarse únicamente
cuando sean necesarios.
Además, la
propia máquina debe disponer de elementos de seguridad, como enclavamientos que
eviten la puesta en marcha involuntaria; botones de parada de emergencia de
tipo seta estando el resto de pulsadores encastrados y situados fuera de la
zona de peligro. Es recomendable que los riesgos sean eliminados tan cerca de
su lugar de generación y tan pronto como sea posible, disponiendo de un sistema
de aspiración en la zona de corte, pantallas de seguridad y una buena
iluminación. Estas máquinas deben estar en un lugar nivelado y limpio para
evitar caídas. En las máquinas en las que, una vez tomadas las medidas de
protección posibles, persista un riesgo residual, éste debe estar adecuadamente
señalizado mediante una señalización normalizada.
Normas de seguridad
1
Utilizar equipo de seguridad:gafas de seguridad,
caretas, entre otros..
2
No utilizar ropa holgada o muy
suelta. Se recomiendan las mangas cortas.
3
Utilizar ropa de algodón.
4
Utilizar calzado de seguridad.
5
Mantener el lugar siempre limpio.
6
Si se mecanizan piezas pesadas
utilizar polipastos adecuados para cargar y descargar las piezas de la máquina.
7
Es preferible llevar el pelo corto.
Si es largo no debe estar suelto sino recogido.
8
No vestir joyería, como collares o
anillos.
9
Siempre se deben conocer los
controles y el funcionamiento de la fresadora. Se debe saber como detener su
funcionamiento en caso de emergencia.
10
Es muy recomendable trabajar en un
área bien iluminada que ayude al operador, pero la iluminación no debe ser excesiva
para que no cause demasiado resplandor.
Durante el proceso de fresado debemos tener en cuenta los procedimientos de trabajo seguro:
HERRAMIENTA DE CORTE EN FRESADORA
Las herramientas de corte más utilizadas en una fresadora se denominan fresas, aunque también pueden utilizarse otras herramientas para realizar operaciones diferentes al fresado, como brocaspara taladrar o escariadores.
¿Qué es una fresa de corte?
Herramienta
dotada de aristas cortantes (filos) múltiples dispuestas sobre una
superficie plana, cilindrica o cónica. Suele montarse en una máquina herramienta, denominada fresadora, que la hace girar y al mismo tiempo proporciona a la pieza que se trabaja el movimiento de avance.
Características:
Se construyen generalmente de acero rápido. En casos especiales se
fabrican de nitruro de boro cúbico o de diamante policristalino. En
general, los materiales más duros en los filos de corte permiten
utilizar mayores velocidades de corte, pero al ser menos tenaces, exigen
una velocidad de avance menor. Todas estas partes cortantes (o filos)
están normalmente dispuestas de manera simétrica alrededor de un eje y
su función es eliminar progresivamente el material de la pieza de
trabajo transformándola en una pieza acabada, con la forma y las
dimensiones deseadas.
Clasificación por su geometría:
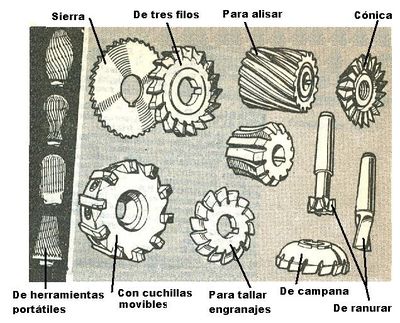
Tipos de fresas y sus componentes.
Sierra.
Consiste en un disco en forma de sierra que se utiliza para fresar
ranuras estrechas, como, por ejemplo, las de las cabezas de los
tornillos.
De tres filos. Los dientes tienen filo en la periferia y
en ambos bordes laterales, lo que le permite hacer entalladuras
estrechas como las que se utilizan en los chaveteros.
Para alisar. Son fresas cilíndricas con filos en su
periferia, y se emplean para desbastar y afinar superficies planas.
Algunas tienen dientes helicoidales en sentidos opuestos cuya ventaja
radica en que el empuje axial queda parcialmente compensado.
Cónica. Tienen los dientes en ángulo, generalmente con un lado vertical. Sirven para tallar guías prismáticas o en ángulo.
Con cuchillas. Son por lo regular fresas de gran tamaño.
Dado el elevado costo del acero rápido poseen un cuerpo de acero de
construcción y en la parte cortante tienen incorporadas cuchillas (o
dientes) de acero rápido o con plaquitas de corte hechas de carburo de
tungsteno (conocido como widia) que pueden ser permanentes o
intercambiables. Las cuchillas se fijan con tornillos en la periferia y
son intercambiables y regulables.
Para tallar engranajes. Los dientes tienen un perfil especial para tallar las hendiduras de los engranajes.
De ranurar. Son en realidad taladros (barrenas o brocas)
que emplean para producir huecos o ranuras. Algunos tipos sirven para
hacer ranuras en T.
De campana. Se emplean para ampliar huecos ya previamente taladrados.
De herramientas portátiles. Se utilizan agregadas a un taladro de mano y sirven para conformar o perfilar diversos huecos o ranuras.
Otras clasificaciones
Por el método de fresado: para fresado frontal; para fresado periférico (concordante o discordante).
Por tipo de construcción: enterizas, calzadas, con dientes reemplazables.
Por la forma de los canales entre los dientes: de canales rectos, de canales helicoidales, fresas de canales bihelicoidales.
Por la dirección de corte: para corte a la derecha, para corte a la izquierda.
Por el montaje o la fijación en la fresadora: frontales, de mandril, de vástago.
TIPOS Y USOS DE FRESAS
Veamos las características, aplicaciones, esquemas y ejemplos para cada caso:
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Descripción:
Actividad #11 - Para la elaboración de engranajes en la fresadora debemos identificar el tipo de herramienta de corte fresa requerida para su mecanizado.
Investigue que tipos de engranajes se pueden construir en la fresadora, que herramientas de corte (tipo de fresa) se usan en cada caso y que accesorios se requieren para llevar a cabo los montajes. Utilice
procesador de texto Word, tipo de letra Arial 14, normas icontec. Envíe
el archivo consolidado al Profesor con los parámetros establecidos.
Actividad #12 - Dentro del proceso de mecanizado en la fresadora se debe tener en cuenta el mantenimiento de la máquina. Realice un análisis de los aspectos que deben incluirse en el plan de mantenimiento para garantizar el excelente funcionamiento y prevenir cualquier falla.
Utilice
una hoja tamaño carta y realice a mano el listado de chequeo para el mantenimiento (incluya todos los aspectos necesarios). Debe remitir correo
electrónico al Profesor con fotografías del documento, cumpliendo con la
fecha establecida y teniendo en cuenta la nomenclatura que debe tener
el asunto del correo.
Ejemplo:
Lista de Chequeo - Plan de Mantenimiento Fresadora Universal - Itesarc